|
تفاصيل المنتج:
|
| سمك المادة الأساسية: | 1. رقائق الألومنيوم: 0.010-0.030mm ، رقائق النحاس: 0.006 ~ 0.030mm | عرض المواد الأساسية: | رقائق الألومنيوم: 100-320 مم ، رقائق النحاس: 100-320 مم |
|---|---|---|---|
| The max. الحد الأقصى. thickness of wet coating سمك الطلاء الرطب: | 8 - 400 ميكرومتر (مسموح بلزوجة الملاط) | The Max. الحد الأقصى. coating width عرض الطلاء: | 300mm, the max. 300 مم ، الحد الأقصى. coating roll width:360mm عرض لفة الطلا |
| انه سرعة الشريط الميكانيكية: | 0.5-7 م / دقيقة | سرعة الطلاء: | 0.1-1.0 م / دقيقة (تختلف عن سماكة مادة الطين |
| طول فرن التجفيف: | جزء واحد من الفرن الجاف * 1.0 م / جزء = 1.0 م | سرعة الطلاء: | 0.5 م / دقيقة |
| إبراز: | آلة طلاء رأس الفتحة,قطب بطارية ليثيوم أيون,آلة طلاء رأس القالب بفتحة 360 |
||
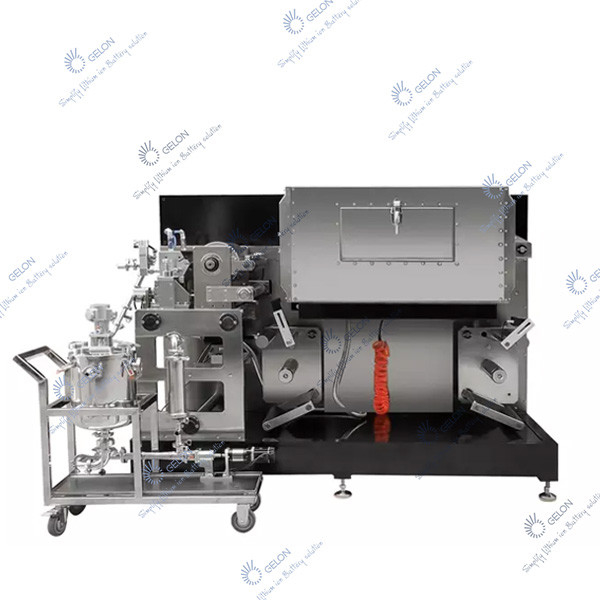
360 فتحة يموت رئيس آلة طلاء قطب بطارية ليثيوم أيون
![]()
أنا.معلمات المعدات
رقائق النحاس: 0.006 ~ 0.030 مم
2. عرض المواد الأساسية: رقائق الألومنيوم: 100-320 مم ، رقائق النحاس: 100-320 مم
3-الحد الأقصى.سمك الطلاء الرطب: 8-400 ميكرومتر (يسمح بلزوجة الملاط)
4-الحد الأقصى.عرض الطلاء: 300 مم ، الحد الأقصى.عرض لفة الطلاء: 360mm
5. سرعة الشريط الميكانيكية: 0.5-7m / دقيقة
6. سرعة الطلاء: 0.1-1.0m / min (تختلف عن سماكة مادة الملاط ، اللزوجة (تختلف السرعة حسب الملاط. تعتمد هذه المعلمة فقط على طول الفرن 6m ومتطلبات الطلاء لبطارية الليثيوم ، ونطاقها مرجعي ، فغطاء المكثفات الفائقة أسرع ، ويمكن ضبطه عادةً على حوالي 2 متر / دقيقة).
7- طول فرن التجفيف: جزء فرن جاف * 1.0 م / جزء = 1.0 م
ثانيًا.مواصفات المعدات
مسافة الطلاء المتقطعة: 5-8000 مم ± 1 مم (قابلة للتعديل وفقًا لمواصفات البطارية)
2.1 سمك جاف لتفاوت الدقة :: كاثود أحادي الجانب: ± 2.5 ميكرومتر ، الأنود: ± 2.5 ميكرومتر (قياس المقطع العرضي 4-5 نقاط ، تباعد قياس المقطع الرأسي 100 مم)
2.2 طلاء تحمل المحاذاة الإيجابية والسلبية: <± 1.0 مم
2.3 متوسط تفاوت الطول: ≤ ± 1.0mm
2.4 متوسط تفاوت العرض: ≤ ± 1.0 مم
ملحوظة: يجب أن يكون للمؤشرين الأول والثاني أعلاه أفضل تأثير عندما تتطابق ظروف الملاط (اللزوجة ، وحجم الجسيمات ، والتوحيد ، وما إلى ذلك) مع إعدادات معلمات الجهاز
أ. تجفيف الهواء الساخن ، دوران الهواء الساخن (هواء الإمداد العلوي) ؛أو هواء الإمداد العلوي والسفلي
ب- التسخين: تسخين كهربائي 5.0 كيلو وات * جزء واحد = 5.0 كيلو وات
الغشاشة
8. طول الفرن: 1 جزء * 1.2 متر / جزء = 1.2 متر
9. مادة الفرن: ستانلس ستيل
10. درجة حرارة الفرن: درجة حرارة الغرفة ~ 150 ℃ ، قابلة للتعديل ، دقة التحكم في درجة الحرارة < ± 5 ℃
ثالثا.العملية التكنولوجية
ركيزة الإلكترود الموضوعة على جهاز الفك يتم تصحيحها تلقائيًا ثم تدخل في نظام شد الذراع المتأرجح.بعد تعديل توتر فك اللفة ، يدخل رأس الطلاء ، ويتم طلاء ملاط الإلكترود وفقًا لبرنامج الإعداد لنظام الطلاء.يدخل القطب الكهربائي الرطب المطلي إلى الفرن ليتم تجفيفه بالهواء الساخن.بعد التجفيف ، يتم ضبط شد القطب بواسطة نظام الشد ، بينما يتم التحكم في سرعة اللف لمزامنتها مع سرعة الطلاء.يتم تصحيح القطب الكهربائي تلقائيًا بواسطة نظام التصحيح لإبقائه في الموضع المركزي ، ويتم استخدام جهاز اللف لللف.
رابعا.يشمل خط إنتاج الطلاء هذا الأجزاء التالية من المعدات
1.فك الهيكل (مع هيكل تصحيح الانحراف التلقائي)
هذا الجهاز مكون من فك معزز ، عمود فك اللف مع تحكم بالشد ، نظام تصحيح أوتوماتيكي ، إلخ. الملف يسحب للخارج ويدخل إلى جهاز شد الذراع المتأرجح بعد التصحيح الأوتوماتيكي.يقوم الجهاز بنقل تغيير الشد أثناء التشغيل إلى وحدة التحكم في التوتر من خلال المستشعر ، وذلك لتحقيق توتر ثابت.
2. هيكل شد الأسطوانة العائمة المطلية
تتكون هذه الآلية من بكرات ، وأجهزة استشعار للموضع ، وما إلى ذلك. يمتص نظام شد الذراع المتأرجح التغييرات اللحظية في مساحة التخزين بسبب التسارع ، والتباطؤ ، والفك ، وبدء تشغيل البكرة ، وتقلبات الفضاء أثناء فترة الطلاء المتقطعة ، لذلك لتقليل التأثير على الطلاء.يتم ضبط شد الركيزة عن طريق موضع ذراع التأرجح ، بحيث تحافظ الركيزة على توتر ثابت أثناء عملية الطلاء ، ويتم التحكم في سرعة فك اللفة وسرعة الطلاء ليتم مزامنتهما.
3. هيكل طلاء
يتم التحكم في هذه الآلة بواسطة PLC ومجهزة بمعدات أتمتة عالية التقنية للآلات الدقيقة والتكامل البصري والميكانيكي والكهربائي.رأس قالب الفتحة ، بكرة الطلاء ، محرك الدفع ، مستشعر الألياف الضوئية ، محمل دقيق ومكونات تعمل بالهواء المضغوط عالية الأداء.من بينها ، محرك الدفع ، المخفض ، التحكم الهوائي ، تحمل أسطوانة الطلاء التي تعتمد على محمل دقيق ، واجهة الإنسان والآلة ، PLC ، إلخ. تشكل نظام طلاء متقطع ، وقد تم تصميم برنامج الطلاء وفقًا لحجم عملية المستخدم .
طريقة الطلاء لها وضعان للعمل: طلاء مستمر وطلاء متقطع.يمكن للطلاء المتقطع أن يحدد بشكل منفصل طول الطلاء للجانب الأول والجانب الخلفي ، والفاصل المتقطع.يمكن ضبط كل جانب على أطوال طلاء منفصلة.ومسافة متقطعة من أجل تلبية المتطلبات الخاصة للمستخدمين.يمكن ضبط المعلمات المحددة باستمرار وفقًا لمواصفات البطارية (نبضة واحدة) ودقة الدقة 0.01 مم.بعد أن يتم وضع الغلاف الخلفي تلقائيًا بواسطة مستشعر الألياف الضوئية لتتبع الجانب الأول ، يتم تنفيذ الطلاء وفقًا للمعلمات المحددة على الظهر.يتم ضبط مؤشرات بكرة الطلاء وسرعة الأسطوانة الخلفية وعرضها على شاشة اللمس.
4. نظام جاف
يتكون نظام التجفيف من سخانات ، ومراوح ، وأنابيب عادم وفتحات تهوية ، وصناديق عزل ، وأبواب فحص ، وما إلى ذلك. يحتوي صندوق العزل على مقطع إجمالي يبلغ 1.2 متر.الأجزاء الداخلية والخارجية للصندوق مصنوعة من الفولاذ المقاوم للصدأ.الصندوق عبارة عن هيكل عازل للحرارة لمنع فقدان الحرارة وتشغيل آمن.بعد دخول القطب الكهربائي المبلل المطلي إلى صندوق التجفيف ، يتبنى الصندوق طريقة تجفيف الهواء العلوي لكفاءة عالية بعد التجفيف ، يتم تسخين الهواء الجاف بواسطة مروحة ويتم تسخينه بواسطة سخان الهواء الساخن ، ثم يتم إرساله إلى الصندوق ، ويتم نفخه بالتساوي إلى الطلاء الرطب من خلال فتحات الهواء ، ويتم تفريغ الهواء الجاف إلى الخارج بواسطة مروحة العادم.
5. هيكل المتابعة
يتكون هذا الجهاز من مخرج الفرن ، وآلية شد الأسطوانة العائمة ، وجهاز قيادة السحب ونظام استشعار التوتر ، وما إلى ذلك ، بحيث تحافظ قطعة العمود على التوتر المستمر أثناء الطلاء (الطلاء المتقطع) وعملية التجفيف ، وتتحكم في سرعة اللف والطلاء تظل السرعة متزامنة.
6. هيكل اللفاف
يتكون هذا الجهاز من محرك مؤازر ، عمود اللف ، نظام التصحيح التلقائي ، إلخ. أثناء عملية اللف ، يمكن للجهاز جعل عمود اللف يتتبع موضع القطب ويحافظ على حواف القطب المتعرج نظيفة.
7. نظام أوتوماتيكي للتحكم في تجفيف الطلاء
(1) نظام التحكم في الطلاء: يتكون هذا النظام من PLC ومحرك مؤازر وشاشة تعمل باللمس ومستشعر ألياف بصرية.تُستخدم شاشة اللمس كواجهة بين الإنسان والآلة ، مع شاشة سهلة الاستخدام ، وعرض بديهي وتشغيل مريح. أثناء عملية طلاء الآلة ، تكون السرعة الخطية لأسطوانة الطلاء ، وسرعة الطلاء ، وعدد صفائح الطلاء يتم عرضها تلقائيًا على شاشة اللمس ، ويمكن مراجعة المعلمات المحددة بدقة في أي وقت وفقًا لمتطلبات عملية الإنتاج. (2) درجة الحرارة والتحكم: يتكون هذا النظام من منظم درجة الحرارة ، والمزدوجة الحرارية ، والسخان ، والمرحل ، إلخ. . ، الذي يقيس ويتحكم تلقائيًا في درجة الحرارة الداخلية لكل قسم من فرن التجفيف.
الخامسسمين
حدد عدة مواصفات تمثيلية للبطارية للطلاء وقبول بيانات ضبط طول الفاصل الزمني
عازل الطاقة 380V 50HZ 6KW هواء مضغوط: 0.5-0.7Mpa
السادسمظهر
التكوين الرئيسي لآلة الطلاء الأوتوماتيكية الكاملة
نظام التحكم في الماكينة ونظام الهيكل عبارة عن نظام تحكم مغلق بدرجة عالية من التكامل ، التكوين الرئيسي هو كما يلي:
| رقم. | العنصر | تفاصيل | محتوى |
| 1 | بناء الرف | هيكل اللوحة العمودي المتكامل ، معالجة التثبيت المعاكس ، بالإضافة إلى دبابيس تحديد المواقع بدقة ، لضمان دقة الموقف والاستقرار | |
| 2 | أجزاء غير متعرجة | شكل تصحيح الانحراف | دورية كهروضوئية ، محرك محرك ، تصحيح شامل للحركة |
| تصحيح الضربة | ± 50 مم | ||
| نوع الاسترخاء | الفك النشط للمحرك | ||
| طريقة المتداول | 3 بوصة عمود الهواء | ||
| ماكس | φ300 | ||
| 3 | الأسطوانة المغطي | بحجم | φ210 * 360 |
| مواد | الكربون الصلب ، مطلي بالكروم | ||
| نوع القيادة | محرك سيرفو + مخفض | ||
| 4 | نوع الطلاء | فتحة يموت رئيس | عرض فعال 300 مم ، المادة: كربيد مطلي بالفولاذ المقاوم للصدأ |
| فتحة نظام التحكم في موضع رأس القالب | دفع الأسطوانة ، الضبط الميكانيكي ، آلية ضبط الدقة | ||
| ضغط غشاء عظام قصبة الرأس | مقياس ضغط عالي الدقة 0-1 ميجا باسكال | ||
| 5 | نظام التغذية | مضخة برغي | تغذية التحكم المؤازرة HEISHIN |
| خزان النقل | 5 لتر ، تحكم ثابت في درجة الحرارة ، تحكم في مستوى السائل ، تحريك هوائي ، مرشح | ||
| صمام طلاء | صمام هوائي واحد | ||
| نظام خطوط الأنابيب | نظام الأنابيب الصحية | ||
| 6 | نظام التحكم في التوتر | نوع الهيكل | شد ذراع التأرجح ، اسطوانة احتكاك منخفضة |
| نوع التحكم | التحكم في سرعة PID | ||
| التوتر (N) | 30-80N | ||
| 7 | بكرات التوجيه | أسطوانة من سبائك الألومنيوم ، أكسدة صلبة ، عرض 340 مم | |
| 8 | سطح التشغيل | شاشة لمسية | اضغط على واجهة الوظيفة للعمل |
| زر | بعض الوظائف هي نفس مفتاح التشغيل |
أنا.التحكم الآلي في الشد الأمامي والخلفي:
1. نظام Omron متكامل تمامًا ;
2. فك الهيكل.
3. هيكل اللفاف.
4. محرك الفك
ثانيًا.نظام التصحيح الأوتوماتيكي الأمامي والخلفي:
1 ، تصحيح تحكم: نظام تصحيح SYD ؛
2 ، كشف الرأس: الكشف الكهروضوئي
ثالثا.نظام التحكم الرئيسي:
رابعا.فرن:
الخامس.رأس الجهاز وفك الأجزاء المدمجة والذيل وأجزاء الاستقبال
اتصل شخص: Ekain Zhang
الهاتف :: +8618669965529
الفاكس: 86-0539-8067529