|
تفاصيل المنتج:
|
| ضمان: | سنة واحدة | يتم توفير خدمة ما بعد البيع: | التثبيت الميداني والتكليف والتدريب ، يتوفر دعم خارجي من طرف ثالث |
|---|---|---|---|
| الجهد االكهربى: | 220 فولت / 380 فولت ، حسب الطلب | حالة: | جديد |
| مواد: | ستانلس ستيل | طلب: | صنع القطب |
| مجالات التطبيق: | بطارية ليثيوم أيون | ||
| إبراز: | معدات إنتاج البطاريات لتصنيع القطب الكهربائي,آلة طلاء الفتحة المصنوعة من الفولاذ المقاوم للصدأ,معدات إنتاج البطاريات |
||
![]()
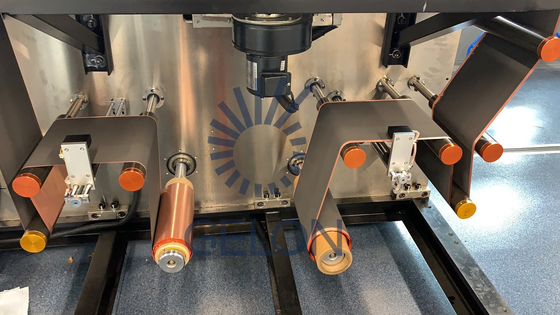
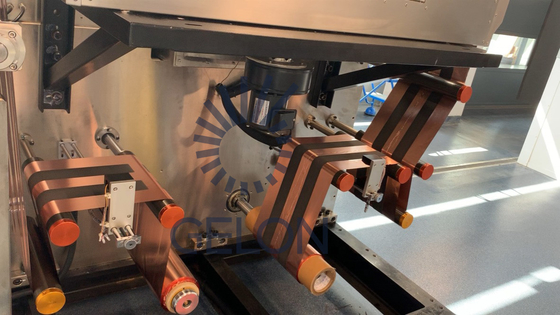
I. معلمات المعدات
| سمك المادة الأساسية | رقائق الألومنيوم: 0.010-0.030 مم ، رقائق النحاس: 0.006 ~ 0.030 مم |
| عرض المواد الأساسية | رقائق الألومنيوم: 100-320 مم ، رقائق النحاس: 100-320 مم |
| الحد الأقصى.سمك الطلاء الرطب | 8 - 400 ميكرومتر (مسموح بلزوجة الملاط) |
| الحد الأقصى.عرض الطلاء | 300 مم ، الحد الأقصى.عرض لفة الطلاء: 360mm |
| سرعة الشريط الميكانيكي | 0.5-7 م / دقيقة |
| سرعة الطلاء | 0.1-1.0 م / دقيقة |
| طول فرن التجفيف | جزء واحد من الفرن الجاف * 1.2 م / الجزء = 1.2 م |
ثانيًا.مواصفات المعدات
1.طريقة الطلاء: فتحة طلاء القوالب مسافة الطلاء المتقطعة: 5-8000 مم ± 1 مم (قابلة للتعديل وفقًا لمواصفات البطارية)
2. دقة الطلاء:
2.1 سمك جاف لتفاوت الدقة :: كاثود أحادي الجانب: ± 2.5 ميكرومتر ، الأنود: ± 2.5 ميكرومتر (قياس المقطع العرضي 4-5 نقاط ، تباعد قياس المقطع الرأسي 100 مم)
2.2 طلاء تحمل المحاذاة الإيجابية والسلبية: <± 1.0 مم
2.3 متوسط تفاوت الطول: ≤ ± 1.0mm
2.4 متوسط تحمل العرض: ≤ ± 1.0 مم ملحوظة: يجب أن يكون للمؤشرين الأول والثاني أعلاه أفضل تأثير عندما تتطابق ظروف الملاط (اللزوجة ، وحجم الجسيمات ، والتوحيد ، وما إلى ذلك) مع إعدادات معلمات المعدات
3. القطر الداخلي للبطارية: 3 بوصات ، اعتماد بكرة تمدد الهواء
4. التحكم في التوتر: تحكم PID لشد الأسطوانة العائمة
5. دقة التحكم في تصحيح الانحراف: ± 0.01 مم ، دقة الانحراف: ± 1 مم
6. يقوم المشغل بتشغيل آلية الطلاء من الأمام
7. النوع الجاف: أ. تجفيف بالهواء الساخن ، دوران الهواء الساخن (هواء الإمداد العلوي) ؛أو هواء الإمداد العلوي والسفلي ب- التسخين: تسخين كهربائي 5.0 كيلو وات * جزء واحد = 5.0 كيلو وات سخان
8. طول الفرن: 1 جزء * 1.2 متر / جزء = 1.2 متر
9. مادة الفرن: ستانلس ستيل
10. درجة حرارة الفرن: درجة حرارة الغرفة ~ 150 ℃ ، قابلة للتعديل ، دقة التحكم في درجة الحرارة < ± 5 ℃ III.العملية التكنولوجية ركيزة الإلكترود الموضوعة على جهاز الفك يتم تصحيحها تلقائيًا ثم تدخل في نظام شد الذراع المتأرجح.بعد تعديل توتر فك اللفة ، يدخل رأس الطلاء ، ويتم طلاء ملاط الإلكترود وفقًا لبرنامج الإعداد لنظام الطلاء.يدخل القطب الكهربائي الرطب المطلي إلى الفرن ليتم تجفيفه بالهواء الساخن.بعد التجفيف ، يتم ضبط شد القطب بواسطة نظام الشد ، بينما يتم التحكم في سرعة اللف لمزامنتها مع سرعة الطلاء.يتم تصحيح القطب الكهربائي تلقائيًا بواسطة نظام التصحيح لإبقائه في الموضع المركزي ، ويتم استخدام جهاز اللف لللف.
اتصل شخص: Ekain Zhang
الهاتف :: +8618669965529
الفاكس: 86-0539-8067529